电子产品的端盖与Φ20顶盖冲压工艺及模具设计
随着电子产品的微型化、精密化和轻量化发展趋势,其内部结构件如端盖、顶盖等的制造工艺要求日益提高。冲压工艺以其高效率、高精度、适合大批量生产的特点,成为制造此类零件的首选方法。本文以电子产品中常见的端盖及Φ20顶盖为例,系统阐述其冲压工艺方案制定与模具设计的关键要点,并说明配套CAD图纸在设计与制造中的核心作用。
一、 零件工艺性分析
1. 结构与材料:端盖与Φ20顶盖通常为圆形或异形薄板件,带有翻边、折弯、局部成形或小孔等特征。材料多采用黄铜、磷青铜、不锈钢或优质低碳钢等,具有良好的冲压成型性能和导电、耐腐蚀性。
2. 精度要求:作为电子产品的结构件或屏蔽件,尺寸精度、形位公差及表面质量要求较高,特别是安装配合面和导电接触面。
3. 工艺性评估:需重点评估圆角半径、孔边距、翻边高度与材料厚度的比值等,确保符合冲压工艺性要求,避免开裂、起皱等缺陷。
二、 冲压工艺方案设计
基于零件的形状、精度和批量,典型的工艺路线为:
- 下料:采用复合模或级进模直接落料获得外形,或先剪切条料再后续成形。对于Φ20顶盖,落料即为圆形坯料。
- 拉深/成形:若端盖为杯状结构,需进行拉深工序。Φ20顶盖若为浅碟形,可能包含一道轻微的拉深或起伏成形。需精确计算拉深系数、次数及中间退火必要性。
- 冲孔/翻边:在指定位置冲出安装孔、导线孔等。有时需在孔位进行翻边,以增加连接强度或形成螺纹底孔。
- 修边/整形:对拉深后的零件边缘进行修切,保证高度一致。整形工序用以校正形状,提高尺寸精度和平面度。
- 工艺组合:为提高效率,常将上述工序组合。例如,采用“落料-拉深”复合模或“落料-拉深-冲孔-翻边”多工位级进模。工艺方案需通过CAE仿真(如AutoForm)进行可行性验证,优化压边力、拉深筋布置等参数。
三、 模具设计核心要点
模具是实现工艺方案的关键,设计需兼顾精度、寿命与可制造性。
- 模具类型选择:
- 复合模:适用于工序较少、外形尺寸不大的零件,如简单的端盖。特点是精度高,但模具结构相对复杂。
- 级进模:非常适合大批量生产,将多个工序排列在一条冲压线上,自动化程度高,是生产Φ20顶盖等小型精密件的理想选择。
- 关键零部件设计:
- 凸模与凹模:采用高硬度、高耐磨性的模具钢(如Cr12MoV、SKD11)。工作部分尺寸需精确计算,考虑材料回弹和模具磨损。刃口间隙根据材料类型和厚度严格控制。
- 卸料与顶出装置:确保零件和废料能顺利脱离模具。对于薄料或带有成形特征的零件,需设计弹性卸料板或气动顶出器,防止零件变形。
- 导向与定位:采用高精度滚珠导柱导套,保证上下模对准精度。在级进模中,设计精准的导正销对带料进行精确定位。
- 模架与标准化:选用标准模架,提高互换性和制造效率。针对小型精密冲压,常采用四导柱滚珠模架以增强刚性和导向精度。
四、 CAD图纸在设计与制造中的作用
完整的CAD图纸集是连接设计、加工、装配和检验的纽带,通常包括:
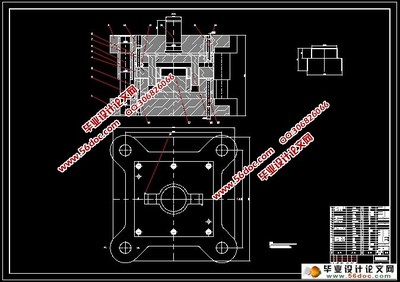
- 模具总装配图:清晰表达模具的整体结构、各零件间的装配关系、工作原理及技术条件(如闭合高度、模架规格)。
- 非标零件图:对凸模、凹模、镶件、成形顶杆等关键零件提供详细的二维工程图或三维标注模型,包含精确的几何尺寸、形位公差、热处理要求(如HRC 58-62)、表面粗糙度等。
- 工艺规划图:在级进模设计中,必不可少的“排样图”用于确定带料上各工序的分布、步距、载体形式及材料利用率,是工艺设计的直观体现。
- 数字化协同:三维CAD模型(如使用SolidWorks, UG/NX, CATIA)可用于动态干涉检查、模具运动仿真,并直接生成数控加工程序,实现设计与制造的无缝对接。
五、 结论
电子产品端盖及Φ20顶盖的冲压生产,是一个集工艺分析、模具设计与精密制造于一体的系统工程。成功的核心在于制定合理的工艺路线,并设计出结构紧凑、精度可靠、寿命长久的模具。一套详尽、规范的CAD图纸不仅是设计思想的准确载体,更是保障模具高质量、短周期制造与顺利调试投产的基石。随着智能制造技术的发展,将冲压工艺、模具CAD设计与CAE分析、CAM加工更深层次地融合,将是进一步提升此类零件制造水平的关键方向。
如若转载,请注明出处:http://www.weixundg.com/product/7.html
更新时间:2026-06-19 18:03:31